
Овај чланак је део пуно материјала о постројењу ИНТЕРСКОЛ-Алабуга, једној од ретких предузећа за производњу електричних алата и мала механизација у Русији. Још је важније чињеница да је ово најновија производна локација у нашој земљи, наручена 2014. године. У будућности, након лансирања свих 3 планиране реда, ИНТЕРСКОЛ-Алабуга ће постати највећи индустријски погон у Руској Федерацији који може производити до 5 милиона јединица готових производа годишње, што покрива око 25% потреба домаћег тржишта алата.
У међувремену, хајде да разговарамо о првој фази постројења, која је скоро потпуно оперативна од њеног покретања. Моћно, модерно и високотехнолошко предузеће, несумњиво, заслужује најупечатљивију и свеобухватну студију изнутра и споља. Добродошли у сутра на електрични алат и индустрију електричних алата! 
Више чланака:
- "ИНТЕРСКОЛ-Алабуга". Ливење метала, обрада и сликање.
- "ИНТЕРСКОЛ-Алабуга". Производња електромотора, део 1.
- "ИНТЕРСКОЛ-Алабуга". Производња електромотора, део 2.
- "ИНТЕРСКОЛ-Алабуга". Непроизводна област.
Ливење пластике
Тело алата је један од најважнијих делова, јер многи потрошачи прецизно изаберу алат "одећом", обраћајући пажњу на квалитет и тачност производње спољних структурних елемената. Сходно томе, кућиште мора бити квалитетно, трајно и беспрекоран по изгледу. У фабрици ИНТЕРСКОЛ-Алабуга, постављена је линија машина за бризгање пластике за производњу пластичних делова. Дакле, погледа на општи план. 
Овдје транспортер храни сировину - полиамид испуњен стакленим зрном. Цео процес је аутоматизован: растопљени материјал се убризгава у калуп за убризгавање под притиском, држан неколико секунди, након чега посебан манипулатор (његов рад се види на слици са леве стране) поставља ливни део на транспортеру кроз који улази у корпу. У овој фази, ангажман људи није потребан, али касније ће бити неопходно пажљиво очистити спруге на специјализованим машинама. 
Дио елемената тела додатно подлеже гуменим облогама које омогућавају кориснику да безбедно држи алат у процесу. Процес је такође аутоматизован, операцију се врши двоструком штампом за шприцу, а оператор инсталације визуелно проверава квалитет сваког производа. 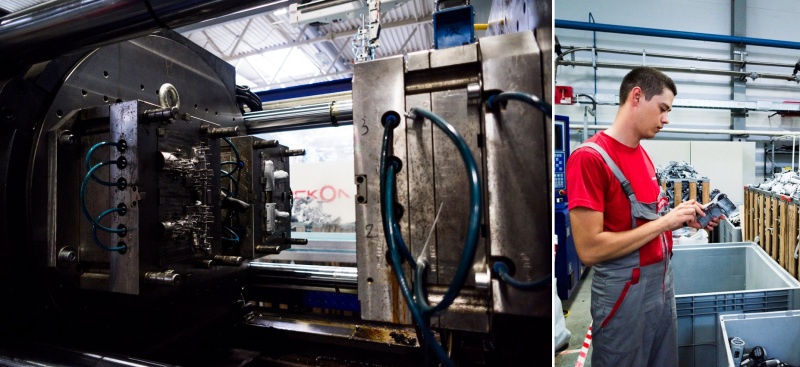
Поред делова тела и ручица (на слици - главна дршка ИНТЕРСКОЛ перфоратора П-28 / 800ЕВ), мембране, импелери (вентилатори) за електричне моторе и друге пластичне делове се одликују у пластичну радионицу. 
Сирови материјали за рад машина за бризгање уљују се преко пнеуматског цевовода из складишта смјештеног у суседној просторији. Овде су бункери и резервоари за пријем. 
У близини се налази линија за производњу пластичних кутија методом дувања: пластична "торба" излази из пртљажника, инсталација га претвара у кофер, а оператор може само да контролише процес и уклони готов производ. 
Прекомерно ливење је уредно исечено и додато у корпу. После тога се обрађују брушењем (види се на слици десно) и поново се користи. 
У близини је локација за поправку која нуди ливнице. Овде, на пример, калуп и његов тастер су полирани. 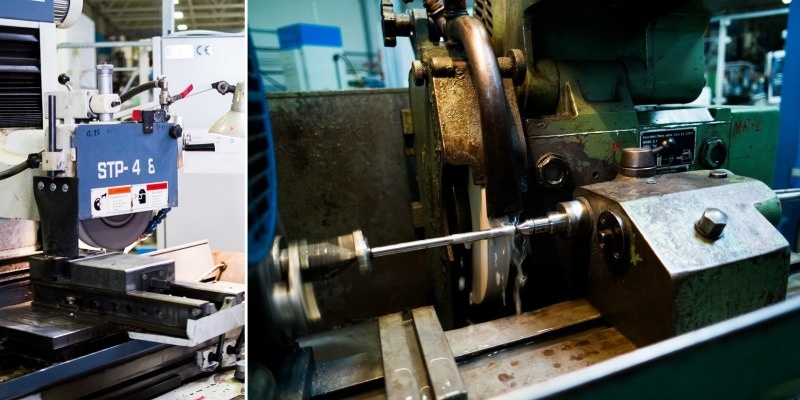
Скупштина
Састављање финалног производа је једна од оних операција које захтевају људско учешће. Практично код било којег машинског предузећа, било да је фабрика аутомобила или фабрика на ослобађању бицикла, финална монтажа се врши ручно. Производња електромотора и мала механизација у фабрици ИНТЕРСКОЛ-Алабуга није изузетак.
На пример, овако се дешава задњи носач арматуре арматуре електромотора. 
А то је оно што носи куглични лежај изгледа у редуктору бушилице ДУ-13 / 750Т. 
На овој страници уз помоћ специјалних машина преклопи се контакти жице. Иначе, најзначајнији могу видети овде изградњу фризерског програма ИНТЕРСКОЛ, чиме се врши топлотно скупљање изолационих цеви цеви. 
Мала дигресија: остали алати руског бренда ИНТЕРСКОЛ такође су укључени у производњу руског бренда ИНТЕРСКОЛ. На пример, на монтажи вертикалних перфоратора П-28 / 800ЕВ, користе се бежичне бушилице и одвијачи серије М2 - стандардни, али без налепница. 
Главна линија је завршна фаза монтаже инструмента када су електрични, механички делови и делови тела повезани заједно. Запошљава највећи број људи. 



Пријатељски тим особља на месту монтаже који је одговоран за стављање етикета на етикету никад не успева! Једна од последњих фаза рођења руских електричних алата: ту је он што проналази његово име. 
Запослени у амбалажи су прилично задовољни својим радом. 
Контрола квалитета
Свака произведена копија електричног алата, прије одељка за паковање, темељно је тестирана. Прво, на крају линије за монтажу, запосленик укључује уређај и ради на посебном штанду. Поред тога, производи се тестирају на електричну сигурност. 
Постоји посебан став према перфораторима: проверавају се исправан рад у режиму са ударцем и за рад заштитне спојнице - длето се блокира у утору са равним уторима у посебном облику метала. 
Поред тога, случајно одабрани узорци производа се шаљу у лабораторију, где су подвргнути тестовима животног века на специјалним постолама. На примјер, ЛБМ би требао радити овдје најмање 200 сати без поправке (замјена угљеничних четкица електромотора се не рачуна). 