
Овај чланак је део пуно материјала о постројењу ИНТЕРСКОЛ-Алабуга, једној од ретких предузећа за производњу електричних алата и мала механизација у Русији. Још је важније чињеница да је ово најновија производна локација у нашој земљи, наручена 2014. године. У будућности, након лансирања свих 3 планиране реда, ИНТЕРСКОЛ-Алабуга ће постати највећи индустријски погон у Руској Федерацији који може производити до 5 милион јединица готових производа годишње, што покрива око 25% потреба домаћег тржишта алата. Па, за сада, хајде да причамо о првој фази постројења, која је послује пуним капацитетом скоро од њеног лансирања. Моћно, модерно и високотехнолошко предузеће, несумњиво, заслужује најупечатљивију и свеобухватну студију изнутра и споља. Добродошли у сутра на електрични алат и индустрију електричних алата!
Више чланака:
- "ИНТЕРСКОЛ-Алабуга". Ливење, монтажа и контрола квалитета пластике.
- "ИНТЕРСКОЛ-Алабуга". Производња електромотора, део 1.
- "ИНТЕРСКОЛ-Алабуга". Производња електромотора, део 2.
- "ИНТЕРСКОЛ-Алабуга". Непроизводна област.
Један од најважнијих делова многих варијанти електричних алата произведених у фабрици ИНТЕРСКОЛ-Алабуга су одливени метални делови, на примјер, поклопац кућишта или мјењача, елементи столарске тестере итд. Испод ће се разматрати неке фазе њихове производње током виртуелног обиласка ливења алуминијума, обраде и фарбања.
Метал цастинг
Прво, метални део мора бити бачен. Због тога у радионици постоје две ливнице, од којих сваки управља управљачем. Уз помоћ ливачког лонца, скупља растопљени метал и улијева га у пријемни врат. 
Након притиска на дугме, врата машине су затворена, а метал се убризгава у калуп за убризгавање под притиском. Оператер треба само да истовара радни комад из коморе (фотографије показују процес лијевања блока од четири мењача) и подмазују елементе калупа како би лако уклонили следеће обликоване дијелове. 
Прекомерна сировина (пролази, токови и сл.) Која се преостане након ове процедуре се враћају у топионичку пећ, одакле се растопљени материјал враћа на посао.
Обрада
Очигледно, у процесу ливења, чак ни сам део који се производи, већ само његов радни предмет, који треба "обрезати" - прецизно млин до одређене величине, бушити потребне рупице, резати нити и тако даље. Све ове операције се изводе у суседној соби, где се налази радионица за обраду алуминијумских делова.
Користи најсавременију машинску опрему. На пример, вишенаменски обрадни центар ЦХИРОН врши све операције прописане програмом у аутоматском режиму: радни предмет се поставља у посебан држач, након чега машина обрађује део у свим авионима. 
Ево како процес изгледа изнутра: 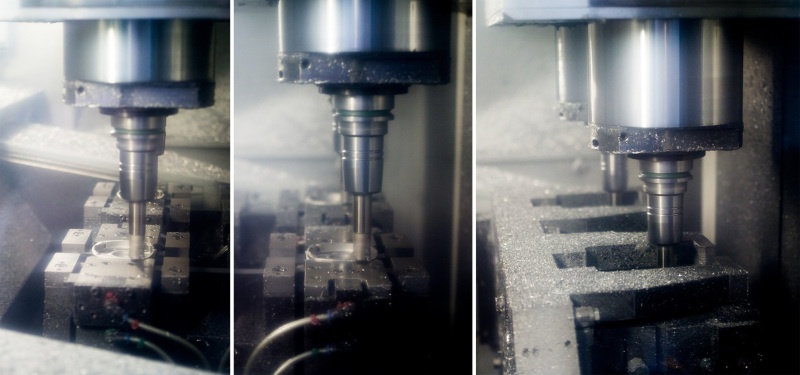
Остале роботске машине у машинској машини обављају послове само у једној равни, али уз високу продуктивност. Ево ТОППЕР аутоматских стругова: један оператор лако истовремено служи две такве машине. Унутар уређаја налази се манипулатор који узима дијелове из корпе и доводи их до подручја лечења. 
Резултат обраде на десној страни: уклоњени технолошки токови, бушене рупе са навојним навојем, обрађена седишта, елиминисана храпавост на радним површинама. 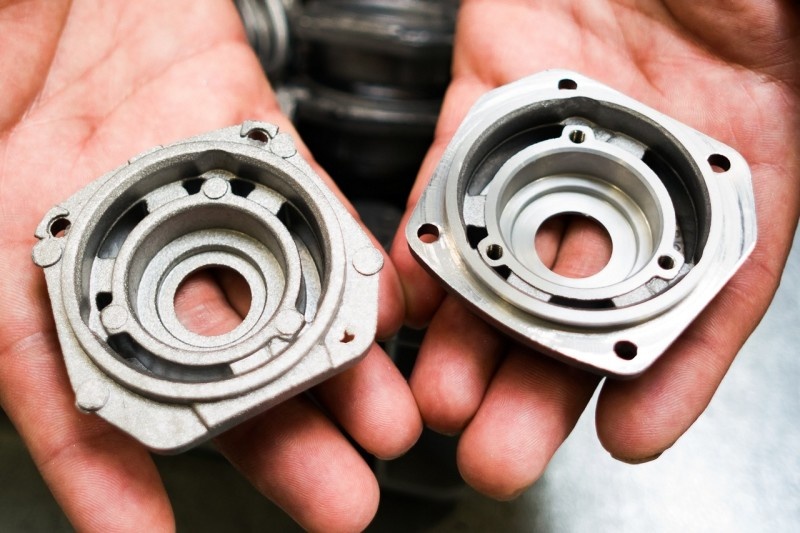
Овде је обрада мењача ударне бушилице ДУ-13 / 750Т. Оператор поправља податке о цевима. 
Алуминијумски делови, спремни да оду у сликарску радњу. 
Сликарство
Аутоматска линија за лакирање ВАРЦО (Италија) налази се у засебној радионици. Користи црну боју у праху, која се наноси, на примјер, на металне кутије брусних мјењача, бушилице, а такођер покрива и неке елементе пистоља.
Сликање, упркос очигледној једноставности, процес је вишеструки. Да би се правилно протекло, делови морају бити опрани, осушени, одмашћени, а тек након тога наносити прашну боју у електростатичко поље и загрејати део да полимеризује (синтер) премаз. Све разматране технолошке фазе су потпуно аутоматизоване, за сваку од њих постоји камера у радионици. На пример, у оном приказаном на фотографији, делови се претходно пере. Изгледа мало застрашујуће, али добро се бави његовим одговорностима. Користи се водени раствор са детерџентима, прскање се одвија кроз млазнице унутар овог коридора. 
Дели затим уђу у сушиону, улазећи кроз десни прозор и излазећи лијево. 
Кутија за распршивање, где је прашкаста боја прскања, сада је јасно видљиво да се делови померају дуж линије процеса на суспензијама. На бочним странама налазе се две мобилне роботске прскалице које наносе боју на делове у електростатичком пољу. 
Посљедња фаза је термичка комора: у њему се боја на деловима топи и пеци, а затим се охлади, учврсти. 
Сада су делови (у овом случају кућишта мењача за угљични млин ИНТЕРСКОЛ УСхМ-125/900) спремни за испоруку компоненти, остаје само да уклоните утикачи из рупа за вретено. 
Делови се ручно уклањају из вјешалица и стављају у корпу за даље транспортирање, а умјесто тога се инсталира сљедећа серија празних дијелова. 