
Овај чланак је део пуно материјала о постројењу ИНТЕРСКОЛ-Алабуга, једној од ретких предузећа за производњу електричних алата и мала механизација у Русији. Још је важније чињеница да је ово најновија производна локација у нашој земљи, наручена 2014. године. У будућности, након лансирања свих 3 планиране реда, ИНТЕРСКОЛ-Алабуга ће постати највећи индустријски погон у Руској Федерацији који може производити до 5 милиона јединица готових производа годишње, што покрива око 25% потреба домаћег тржишта алата.
У међувремену, хајде да разговарамо о првој фази постројења, која је скоро потпуно оперативна од њеног покретања. Моћно, модерно и високотехнолошко предузеће, несумњиво, заслужује најупечатљивију и свеобухватну студију изнутра и споља. Добродошли у сутра на електрични алат и индустрију електричних алата! 
Сви материјални чланци:
- "ИНТЕРСКОЛ-Алабуга". Ливење метала, обрада и сликање.
- "ИНТЕРСКОЛ-Алабуга". Ливење, монтажа и контрола квалитета пластике.
- "ИНТЕРСКОЛ-Алабуга". Производња електромотора, део 1.
- "ИНТЕРСКОЛ-Алабуга". Непроизводна област.
Овај материјал је наставак овог записа.
Следећа линија производње претвара плочу у пун ротор. Ово је роботски транспортер на којем се изводе десетине операција. Највише од овога, овај одељак је сличан биљци у биљци, гдје десетине машинских алата раде у једном хармоничном комплексу са минималним учешћем људи: празна се ставља на платформу за пријем, а након неког времена можете покупити и завршени ротор. 
Бланци се крећу дуж транспортера на специјалним палетама. Пре почетка технолошког рада, манипулатор уклања радни предмет са палете, ставља га унутар инсталације, а затим враћа део назад на палету. Радни предмет се помера на следећу инсталацију. 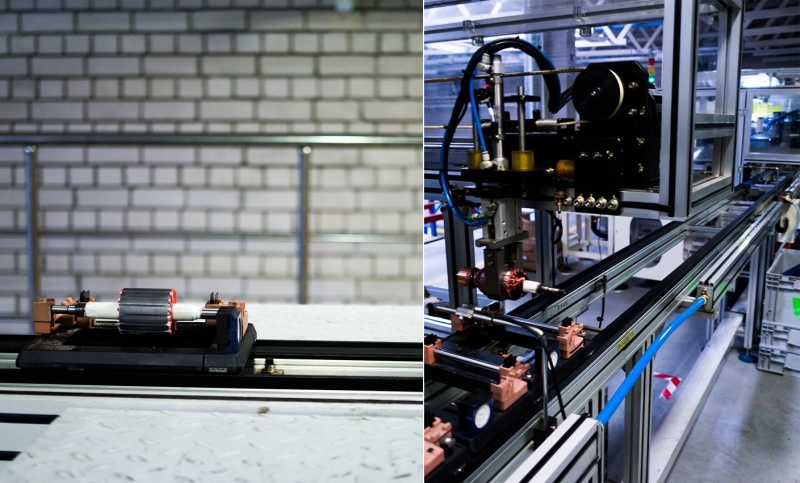
Размотрите неке операције ближе. За референцу: у овом материјалу нису у хронолошком реду. Са леве стране - бункер за изолационе подлошке, они су један од првих који се монтирају у правцу транспортне траке. С десне стране - инсталација за навијање ротор. Немогуће је пренети лепоту и елеганцију овог процеса кроз фотографију, али приложени видео вам омогућава да у потпуности цените брзину и тачност машине за намотавање. 
хттпс://ввв.иоутубе.цом/ембед/Ф1ЦаКбВу_хИ
У овој фази, инсталација колектора се одвија са радом причвршћивања њихових ламела на жице за навијање (фотографија са десне стране). Компримовани ваздух се напаја кроз валовиту плаву епрувету како би се охладили тачке лемљења. 
Друга операција је уградња вентилатора, који се притиска на одговарајући врат вратила ротора. 
Ове јединице су одговорне за изолацију роторског пакета, уградњу клина и скидање колектора ламела. 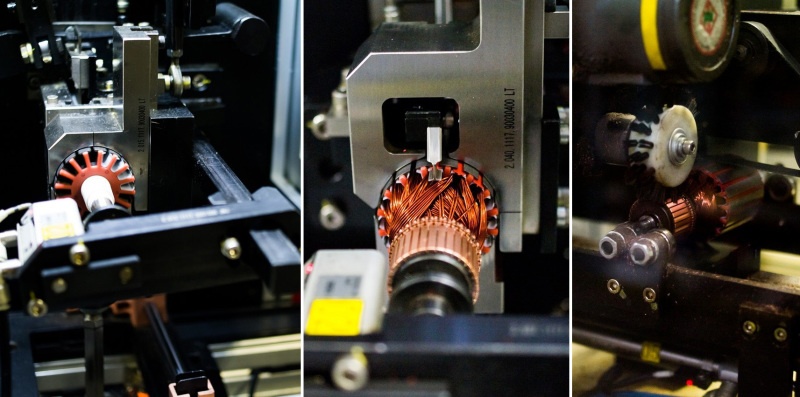
У једној од комора врши се ласерско обележавање, стакло прозора за прегледање је затамњено ради заштите визије оператера. 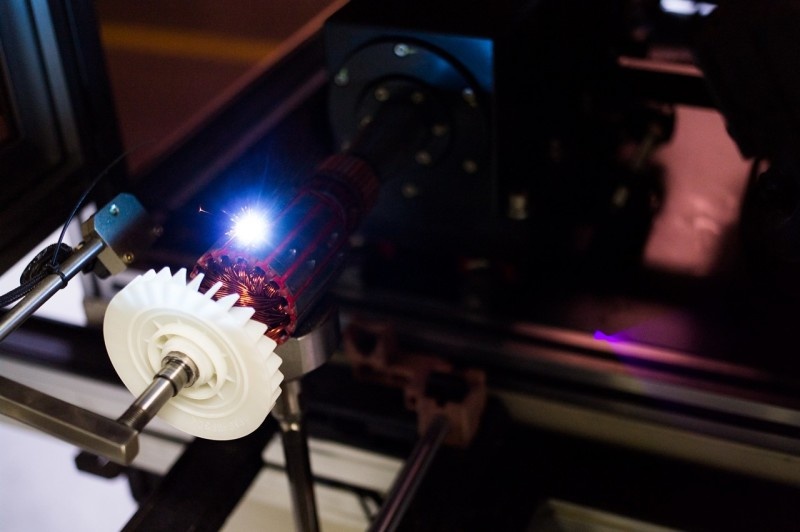
Ево аутоматског балансирања ротор. 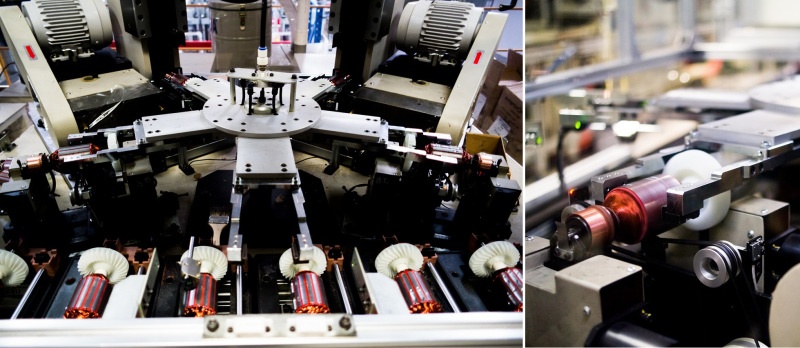
Покривни премаз са лаком је прилично прљав процес, за то се издваја посебна зона у постројењу. Детаљи се учитавају у комору за пријем (фотографија са леве стране), даљи поступак је аутоматизован (фотографија са десне стране је из радне површине инсталације). 
Готови ротори се испоручују у складиште компоненти, а одатле до монтаже. На слици је приказан ротор у одељку на технолошком столу, који проверава квалитет импрегнације. 
Статор
Као и ротор, статор електричног мотора почиње са базом - диал-уп пакетом металних плоча. Иначе, пакети сидра и статор-а се раде у једном кораку у високопрецизни брзи штампарији, где се лимови напајају од колутова. 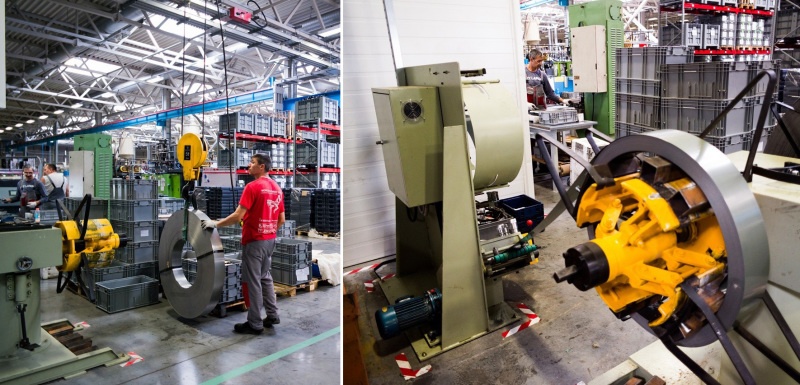
На фотографији се приказује радна површина ове велике брзине преса (до 300 откуцаја у минути): као резултат, оператер прима готови пакет статорских плоча, који се могу само компримовати. 
Паковање стора је спремно за даљу монтажу! 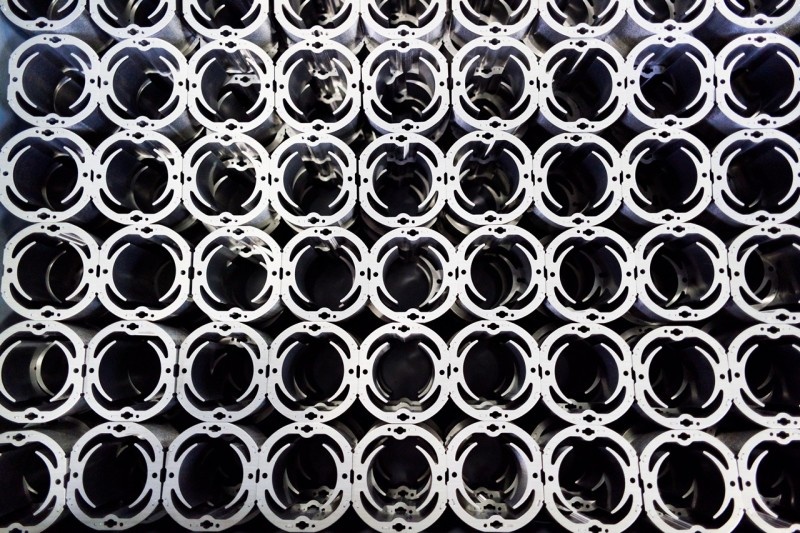
Затим се део шаље на роботски транспортер, где се статор саставља и ране. Линија је аутоматизована, оператер треба само да учитава компоненте и уклони завршни део електромотора. 
Један од кључних процеса је намотавање жице емајла. Манипулатор полази од транспортера и помера га унутар једне од станица аутоматизоване линије. Покретач врши клипове кретања, а глава се окреће око осе, а све се дешава веома велику брзину. Након што је операција завршена, манипулатор враћа део на транспортер да се шаље на следеће станице. 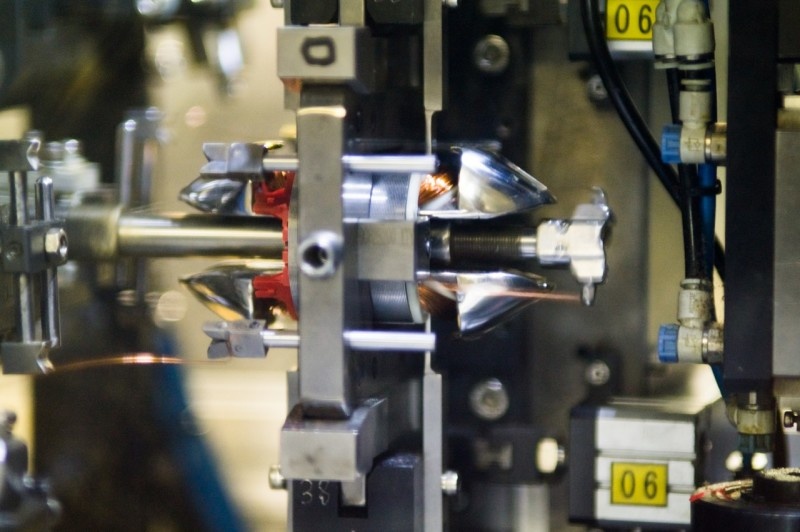
Састављени статори су намочени лаком на импрегнационој машини. Њихово оптерећење и истовар врши ручно од стране оператера, а остатак се обавља аутоматски: делови се помјерају и намакају лаком методом падања. 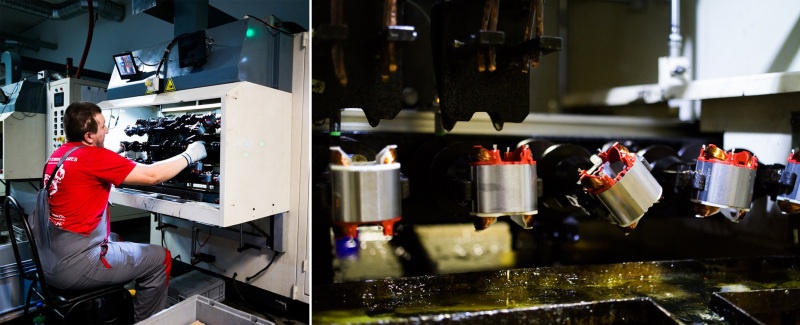
Заправо, у изради стора, само две операције се раде ручно. Први је пресовање оловних жица: они су ручно повезани, након чега се статор топлотно третира како би се смањила изолација. 
Друга је резервација намотаја. Оператор повезује терминале статора са инсталацијом, што смањује део у купатилу и напаја напајање. Као резултат, намотавање се загрева на 50-70 степени Целзијуса, а под утицајем температуре, на њега се појављује синтеровање преломног прашкастог премаза. Вишак праха на магнетном језгру лако се одваја од струје компримованог ваздуха. 